




齿式联轴器高频公差及表面渗碳的热装方法
齿式联轴器在热装时应注意气焊的温度不要调的过高,以免把轴孔烤化。一般温度控制到100℃-120℃之间为好,烤时不要在轴孔内停留时间过长,要均匀有节奏的进行操作,这样的好处是可以使齿式联轴器材质很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能,调质处理后回火索氏体。由于热烤是根据热涨冷缩的原理,烤制后不要用冷水降温,待齿式联轴器温度拭去后轴与齿式联轴器密闭即可。
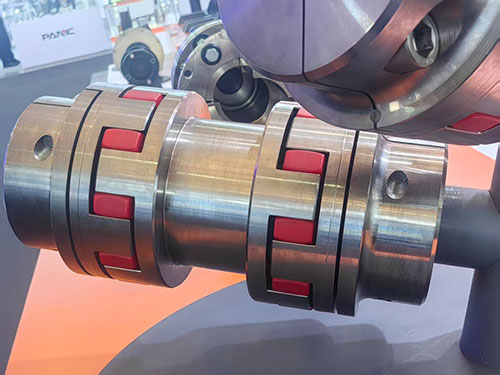
齿式联轴器径向尺寸小,承载能力大,常用于低速重载工况条件的轴系传动。如燃汽轮机的轴系传动,键在槽内要松紧适度,太紧或太松都会伤键和伤槽,所以一般情况下齿式联轴器在安装时一般选用热装或者胀紧套夹紧安装,一般常用为热装,其特点是能轴与齿式联轴器轴孔之间的配合,紧密的接触,有利于齿式联轴器正常运转,不会出现晃动的现象,主要的特点是为了齿式联轴器使用寿命,对轴起的保护作用。齿式联轴器表面需要进行渗碳或者调质处理,由于渗碳的方法不同,所以导致齿面的硬度不一样。
气体渗碳是将工件装入密闭的渗碳炉内,通入气体渗剂或液体渗剂,在高温下分解出活性碳原子,渗入工件表面,以获得高碳表面层的一种渗碳操作工艺。固体渗碳是将工件和固体渗碳剂一起装在密闭的渗碳箱中,将箱放入加热炉中加热到渗碳温度,并保温时间,使活性碳原子渗人工件表面的一种渗碳方法。齿式联轴器需要进行高频调质处理,由于高频处理后需要较高温度进行,会受热变形。轴孔公差会由于热胀冷缩而变成负公差。因此对于联轴器高频处理在加热炉内加热到指定温度,并检测工件温度。
我们将联轴节取出后翻身,放人炉内继续加热。如用木柴加热大型联轴节,则经2~3h后,用量棒反复测量孔径,直至量棒能自由进入联轴节孔内,加热即可结束。吊出联轴节,装上撞板、抬攀或其他套装工具。校正的位置,使联轴节孔垂直(垂直套装时)或呈水平(水平套装时),并清扫联轴节孔,使内孔无杂物,将联轴节吊近转轴处;再一次用量棒检查内孔尺寸是否有所需装配间隙,如量棒能通过,才能进行套装。
