




齿式联轴器内齿卡住检修方法
齿式联轴器是常用的联轴器,为其正常使用,在使用过程中需要定期的检修。我们查看联轴器齿面啮合状况,其接触面积沿齿高不小于50%,沿齿宽不小于70%,齿面不得有严蚀、磨损和裂纹。齿式联轴器外齿圈全圆跳动不大于0.03mm,端面圆跳动不大于0.02mm;若须拆下齿圈时,用工具,不可敲打,以免使轴弯曲或损害。当回装时,应将齿圈加热到200℃左右再装到轴上,外齿圈与轴的过盈量一般为0.01~0.03mm。
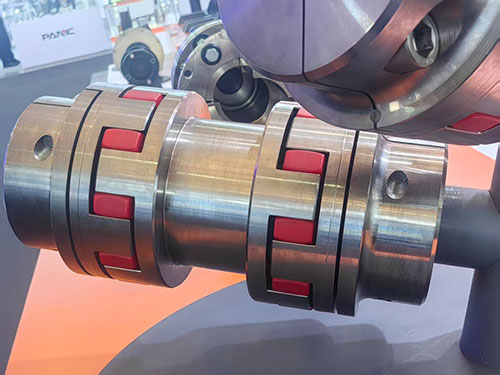
齿式联轴器回装中直接筒或其它部件时应按原有标记和数据装配,用力矩扳手均匀地把螺栓拧紧。齿式联轴器由装于两轴端头齿轮或装于一轴端齿轮和装于另一轴端头的凸缘联接两个齿轮或联接一个齿轮,一个凸缘的浮动轴组合而成。齿轮与浮动轴之间是以齿数相同的内外齿啮合,装于轴上的齿轮可以是内齿亦可以是外齿,浮动轴相应的齿是外齿或内齿。装于轴上的齿轮可以是整体的或是组合的,整体的与组合的相比,具有体积小、刚性好、对中等优点。
浮动轴的整体结构是套筒型式,也就是我们常用的CL型齿式联轴器结构。浮动轴的组合结构是以凸缘相联接,特别适合用于联接轴端距离长或较长的两根轴,有时用一对凸缘联接还不行,需要用两对凸缘联接。齿式联轴器可根据要求压入量和卡住时实际压入量两者之差值和锥角计算得轮毂还要增加的径向膨胀量,采用研磨的方法把内外齿各磨去一点。由去磨去的量不大,因此不会影响齿轮的强度和硬度。
我们通常采用作磨料的氧化铝系白刚压磨粉,开始时用粒径为W40~W20的磨粉粗研,然后再用粒径为W14~W7磨粉精研,用透平油作润滑剂。在研齿时采用胎具使内外齿圈保持在水平和正常啮合的位置上,把调好的磨料均匀涂在齿上,用手来回推动齿圈沿轮毂外齿作轴向全行程的运动,整个直齿部位均能磨到。我们用检查压入量的方法确定齿研磨的效果,直到压入量符合要求,不再卡住为止,在研磨完毕后将留在内外齿圈的磨料清洗干净。
