




联轴器适配类型及装配方法
2021-05-27 08:31:11
直接装配法对于联轴器与轴有相应间隙的配合可在清理干净配合表面后,涂抹润滑油脂直接安装。压入装配法对于过渡配合和过盈量不是很大的配合,或者有要求的配合(如保护已装另部件)可采用压入法,但需要压入设备。液压装配法这是一种比较理想的装配方法,但对另部件提前进行响应的设计和制造才能使用。
联轴器热装法一般都采用热装的方法将联轴器轴孔加热到需要温度的方法应按现场条件、轴的尺寸、数量和要求进行选择。其加热法是燃烧加热、热浸加热、氧-乙炔焰加热、喷灯加热、电加热等。如果有条件许可,可在炉(如火焰加热炉和盐浴炉、电阻炉等各种电加热炉)内加热。当工地现场条件不允许时,可砌一简易的炉子,并用木柴、焦炭等固体燃料,进行加热。如条件许可,也可用煤气、液体燃料进行喷燃。
浸加热通常只用于尺寸较小的联轴节(内径在100mm以下),方法简便,加热均匀。氧-乙炔焰加热法用于加热小的机件或较大机件的局部时,方法简便,但要求较熟练的技术,以防过热而烧坏机件。联轴器是部分的产品,在选择联轴器的开始阶段,可以了解标准、机行业标准和的联轴器产品中是否有符合使用需要的类型。联轴器无法找到适配类型,则可以联络生产厂家自行设计联轴器产品。
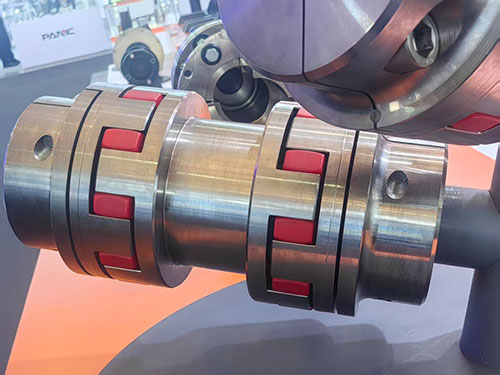
当轴与轴要联接传达动力时,一般有用皮带轮或齿轮做联接,但若要求两轴要在一直线且要求等速转动的话,则使用联轴器来联接。因加工精度、轴受热膨张或运转中轴受力弯曲等,将使两轴间的同心度产生变化,因此可用柔性联轴器当作桥梁来维持两轴间的动力传达,并达到吸收两轴间的径向、角度及轴向偏差,进而延长机械的寿命,提高机械的品质。
